Tél :+86-0572-2926332 / 2926337
E-mail:[email protected]
 简体中文
简体中文Pourquoi un rotor de dégazage au nitrure de silicium est la meilleure mise à niveau pour la fusion de l'aluminium
2026.04.20
Que fait un rotor de dégazage de nitrure de silicium dans le traitement de l'aluminium
Un rotor de dégazage en nitrure de silicium est un composant rotatif en céramique utilisé dans le processus de dégazage rotatif de l'aluminium fondu. Sa tâche principale est de disperser du gaz inerte – généralement de l'argon ou de l'azote – dans la masse fondue sous forme de fines bulles uniformément réparties. Ces bulles montent à travers le métal liquide, capturant l’hydrogène gazeux dissous en cours de route et l’évacuant de la fusion avant que l’aluminium ne se solidifie. Si l’hydrogène n’est pas éliminé, il forme de la porosité dans la pièce moulée finie, ce qui affaiblit la pièce et entraîne une forte augmentation des taux de rejet.
Le rotor se trouve au bout d'un arbre et tourne à des vitesses contrôlées – généralement entre 200 et 600 tr/min – tout en étant immergé dans de l'aluminium en fusion à des températures allant de 680°C à plus de 760°C. Dans ces conditions, le matériau à partir duquel le rotor est fabriqué compte énormément. Le nitrure de silicium (Si₃N₄) est devenu le matériau dominant pour les rotors de dégazage hautes performances, car il combine une résistance exceptionnelle aux chocs thermiques, une inertie chimique à l'aluminium fondu et une résistance mécanique d'une manière qu'aucun matériau concurrent n'égale pour une utilisation industrielle à long terme.
Pourquoi le nitrure de silicium surpasse les autres matériaux de rotor
Les rotors de dégazage ont toujours été fabriqués à partir de graphite, et le graphite est toujours utilisé dans les opérations à faible débit. Cependant, les rotors en céramique de nitrure de silicium ont largement remplacé le graphite dans les environnements exigeants des fonderies pour un ensemble de raisons claires. Comprendre la comparaison des matériaux aide les responsables de fonderie à justifier le coût initial plus élevé des composants Si₃N₄.
Rotors de dégazage en nitrure de silicium et en graphite
Les rotors en graphite sont peu coûteux et faciles à usiner, mais ils s'oxydent progressivement aux températures de fonctionnement, entraînant une perte continue de matière. Cela signifie que les rotors en graphite doivent être remplacés fréquemment (souvent toutes les quelques semaines dans les opérations à volume élevé) et que les sous-produits de l'oxydation peuvent contaminer la masse fondue si le rotor se dégrade de manière inattendue au milieu du processus. Les rotors en nitrure de silicium ne s'oxydent pas aux températures de traitement de l'aluminium et présentent une réaction négligeable avec les alliages d'aluminium fondus. Un rotor de dégazage Si₃N₄ de qualité dure généralement 3 à 10 fois plus longtemps qu'un rotor en graphite équivalent, ce qui réduit considérablement les coûts de remplacement par unité et les temps d'arrêt imprévus.
Nitrure de silicium par rapport à d'autres céramiques avancées
Le carbure de silicium (SiC) et l'alumine (Al₂O₃) sont deux autres céramiques avancées parfois utilisées dans les applications de contact en aluminium. Le carbure de silicium a une excellente dureté mais est plus sujet aux fissures dues aux chocs thermiques que le nitrure de silicium, en particulier lors de l'immersion rapide dans le métal en fusion qui caractérise les opérations de dégazage. L'alumine a une bonne résistance chimique mais une ténacité inférieure à la rupture, ce qui la rend vulnérable aux chocs mécaniques dus aux turbulences et au contact accidentel avec les parois du four ou de la poche de coulée. La combinaison du nitrure de silicium d'une ténacité élevée à la rupture (~6-7 MPa·m½), d'un faible coefficient de dilatation thermique et d'une forte résistance aux chocs thermiques (tolérance ΔT de 500°C ou plus) en fait l'option durable la plus fiable dans les conditions réelles d'exploitation de fonderie.
| Propriété | Nitrure de silicium (Si₃N₄) | Graphite | Carbure de silicium (SiC) |
| Résistance à l'oxydation | Excellent | Pauvre | Bon |
| Résistance aux chocs thermiques | Excellent | Bon | Modéré |
| Résistance à la rupture | Élevé (6 à 7 MPa·m½) | Modéré | Modéré |
| Réaction avec l'Al fondu | Négligeable | Faible à modéré | Faible |
| Durée de vie typique | Mois à 1 an | Semaines | Mois |
| Coût initial | Élevé | Faible | Modéré–High |
Comment fonctionne le processus de dégazage rotatif avec un rotor Si₃N₄
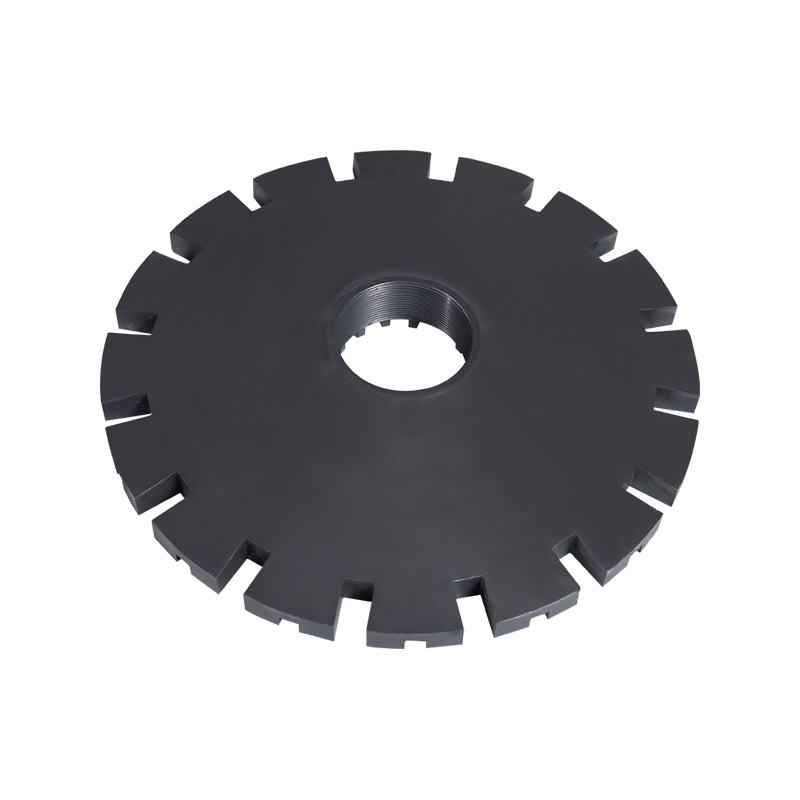
L'unité de dégazage rotative (RDU) se compose d'un entraînement moteur, d'un arbre et du rotor de dégazage à l'extrémité. Le rotor en nitrure de silicium est généralement en forme de disque ou de roue avec un alésage central pour l'alimentation en gaz et une série de fentes radiales ou angulaires qui brisent le flux de gaz inerte entrant en fines bulles lorsque le rotor tourne. La conception de ces fentes – leur nombre, leur angle et leur profondeur – affecte considérablement la répartition de la taille des bulles et donc l’efficacité du dégazage.
Lorsque le rotor est immergé et tourne, du gaz inerte pénètre dans l'arbre creux et sort par les orifices de dispersion du rotor. L'action centrifuge du rotor en rotation cisaille le gaz en bulles dont le diamètre est généralement compris entre 1 et 5 mm. Les bulles plus petites ont un rapport surface/volume plus élevé, ce qui signifie une plus grande surface de contact entre le gaz et la matière fondue par unité de gaz utilisée, améliorant directement l'efficacité de l'élimination de l'hydrogène. Un bien conçu rotor de dégazage de nitrure de silicium atteint une teneur finale en hydrogène inférieure à 0,10 ml/100 g d'aluminium, ce qui est le seuil pour la plupart des applications de moulage structurel.
Le rôle de la vitesse du rotor et du débit de gaz
La vitesse du rotor et le débit de gaz fonctionnent ensemble pour déterminer la taille et la distribution des bulles. L'augmentation du régime du rotor produit généralement des bulles plus fines, mais une vitesse trop élevée crée des turbulences qui attirent les oxydes de surface dans la masse fondue – à l'opposé de ce que le dégazage est censé obtenir. La plupart des fabricants de rotors en nitrure de silicium recommandent des vitesses de fonctionnement comprises entre 300 et 500 tr/min pour les unités de dégazage en poche, avec des débits de gaz de 2 à 10 litres par minute en fonction du volume de matière fondue. La combinaison optimale est déterminée empiriquement pour chaque configuration de four et type d'alliage, à l'aide d'essais à pression réduite (RPT) ou de mesures d'indice de densité pour vérifier les niveaux d'hydrogène.
Compatibilité d'injection de flux
Certains systèmes de dégazage rotatif injectent simultanément des poudres fondantes (généralement à base de chlorure ou de fluorure) avec le gaz inerte pour améliorer l'élimination des inclusions et la séparation des crasses. Les rotors de dégazage en nitrure de silicium sont chimiquement résistants aux composés de chlore et de fluor utilisés dans ces mélanges de flux, tandis que les rotors en graphite subissent une érosion accélérée en présence de flux gazeux réactifs. Cette compatibilité fait des rotors Si₃N₄ le choix pratique pour les opérations combinées de dégazage et de fluxage où l'élimination simultanée de l'hydrogène et la flottation des inclusions sont nécessaires.
Spécifications clés à vérifier lors de l’achat d’un rotor de dégazage au nitrure de silicium
Tous les rotors en nitrure de silicium ne sont pas fabriqués selon les mêmes normes. L'industrie de la céramique utilise plusieurs qualités et méthodes de traitement pour Si₃N₄, et les différences sont significatives dans les applications à haute température. Voici les spécifications techniques les plus importantes lors de l’évaluation ou de l’approvisionnement d’un rotor de dégazage en céramique :
- Densité et porosité : Un rotor en nitrure de silicium de haute qualité doit avoir une densité frittée d'au moins 3,20 g/cm³, proche du maximum théorique de 3,44 g/cm³. Une densité plus faible indique une porosité résiduelle, qui affaiblit la pièce et crée des voies d'infiltration du métal fondu sous contrainte de rotation. Demandez aux fournisseurs une certification de densité sur chaque lot de production.
- Méthode de frittage : Le nitrure de silicium pressé à chaud (HPSN) et le nitrure de silicium fritté lié par réaction (SRBSN) sont les deux formes les plus couramment utilisées dans les applications de dégazage. Le HPSN offre une densité et une résistance plus élevées, mais il est plus cher et limité à des géométries plus simples. Le SRBSN permet des profils de rotor plus complexes avec des propriétés fiables et est largement utilisé pour les rotors de dégazage de type turbine dotés de canaux de gaz complexes.
- Résistance à la flexion : Recherchez une résistance à la flexion minimale de 700 MPa (mesurée par flexion en quatre points selon la norme ISO 14704). Les rotors fonctionnant à des régimes élevés dans du métal en fusion turbulent subissent de véritables charges de flexion, et un composant inférieur à ce seuil présente un risque plus élevé de rupture de rupture pendant le fonctionnement.
- Type de raccordement d'arbre : Les rotors Si₃N₄ se connectent à l'arbre de dégazage via un joint fileté, à bride ou à broche et douille. Les connexions filetées en céramique nécessitent une fabrication de précision pour éviter les concentrations de contraintes au niveau des pieds de filetage. Confirmez que la géométrie et la tolérance du filetage correspondent aux spécifications de l'arbre de votre unité de dégazage avant de commander, car les ajustements non standard sont l'une des principales causes de rupture prématurée du rotor.
- Finition de surface et géométrie des ports de gaz : Les trous et fentes de dispersion sur le rotor doivent être usinés avec précision avec des surfaces internes lisses pour éviter les turbulences du gaz au point de sortie. Une géométrie de port rugueuse ou incohérente produit une répartition inégale des bulles, réduisant ainsi l'efficacité du dégazage. Demandez des dessins dimensionnels et des spécifications de finition de surface (valeur Ra) au fournisseur si des applications critiques pour la qualité sont impliquées.
- Certification d'essai de choc thermique : Certains fabricants testent les rotors en les faisant passer plusieurs fois entre la température ambiante et 800 °C avant leur expédition. Demandez si le fournisseur effectue cette qualification et si un certificat de conformité est disponible. Les tests de choc thermique détectent les composants microfissurés avant qu’ils n’atteignent votre ligne de production.
Industries et applications utilisant des rotors de dégazage au nitrure de silicium
Les rotors de dégazage au nitrure de silicium sont utilisés partout où la qualité de l'aluminium fondu est une variable de production critique. Les industries qui en dépendent vont du moulage automobile à grand volume à la fabrication aérospatiale de précision.
Moulage automobile
Le secteur automobile est le plus gros consommateur de pièces moulées en aluminium dégazé. Les blocs moteurs, les culasses, les pistons, les carters de transmission et les composants structurels du châssis nécessitent tous un aluminium à faible porosité et à haute intégrité qui répond à des spécifications strictes en matière de propriétés mécaniques. Les opérations de moulage sous pression à haute pression (HPDC) et à basse pression (LPDC) exécutent des cycles de production continus où une qualité de fusion constante affecte directement le taux de rebut et la précision dimensionnelle des pièces. Les rotors en nitrure de silicium sont un équipement standard dans les fonderies automobiles, précisément parce que leur longue durée de vie et leurs performances constantes soutiennent le contrôle strict des processus requis à grande échelle.
Composants en aluminium pour l'aérospatiale
Les applications aérospatiales exigent un contrôle encore plus strict de la teneur en hydrogène fondu que l'automobile, avec des niveaux cibles souvent inférieurs à 0,08 ml/100 g. Les composants structurels de la cellule, les nervures d'aile, les raccords de fuselage et les carters de turbine fabriqués à partir d'alliages d'aluminium comme 2024, 6061 et 7075 sont soumis à des charges de fatigue où la porosité souterraine provoque des fissures. La précision du dégazage obtenue avec un rotor en nitrure de silicium, combinée à son fonctionnement sans contamination, le rend bien adapté aux exigences de traçabilité et de documentation qualité des chaînes d'approvisionnement aérospatiales.
Recyclage secondaire de l’aluminium
Les fonderies d'aluminium secondaire traitent des déchets recyclés, qui introduisent des niveaux d'hydrogène, d'oxydes et d'inclusions nettement plus élevés que l'aluminium primaire. Le dégazage est donc plus intensif dans les opérations secondaires, avec des cycles de traitement plus longs et des volumes de gaz plus élevés. Les rotors de dégazage au nitrure de silicium résistent mieux à ce régime de fonctionnement plus exigeant que les alternatives au graphite, qui s'érodent particulièrement rapidement sous des cycles de traitement prolongés et des taux d'injection de flux élevés courants dans les fours de recyclage.
Coulée continue et laminage
Les unités de dégazage en ligne sont utilisées dans les lignes de coulée continue pour la production de tôles, de feuilles et de billettes d'aluminium. Dans ces systèmes, l'aluminium fondu s'écoule en continu devant un ou plusieurs rotors de dégazage rotatifs installés dans une cuve de traitement entre le four et la station de coulée. Le rotor de dégazage en céramique dans cette application doit maintenir des performances constantes sur des fonctionnements prolongés et ininterrompus – parfois des jours ou des semaines – sans remplacement. La durabilité du nitrure de silicium dans ces conditions de service continu en fait le matériau de choix pour les systèmes de rotor en ligne de fabricants tels que Pyrotek, Foseco et Almex.
Installation et manipulation correctes des rotors de dégazage au nitrure de silicium
Même le meilleur rotor en nitrure de silicium tombera en panne prématurément s'il est manipulé ou installé incorrectement. Les composants en céramique nécessitent plus de soins que les composants métalliques car ils sont fragiles : ils ont une résistance élevée à la compression mais une faible tolérance aux chocs, à la flexion et aux charges inégales.
- Préchauffer avant immersion : Ne plongez jamais un rotor en nitrure de silicium à température ambiante directement dans l'aluminium fondu. Le choc thermique, même pour un matériau évalué pour un ΔT élevé, augmente considérablement le risque de fracture. Préchauffez le rotor au-dessus de la surface de fusion en utilisant la chaleur radiante du four pendant au moins 15 à 30 minutes avant de l'abaisser. Certaines opérations utilisent une station de préchauffage dédiée. Cette pratique unique est le facteur le plus courant qui sépare les opérations avec une excellente durée de vie du rotor de celles qui connaissent des pannes fréquentes.
- Inspectez les microfissures avant l’installation : Inspectez visuellement chaque rotor avant de le monter. Utiliser un contrôle par ressuage (DPI) ou un test par ressuage si l'inspection visuelle n'est pas concluante. Une fissure invisible à l'œil nu peut se propager rapidement sous l'effet des contraintes de fonctionnement et provoquer la fracture du rotor dans la masse fondue, contaminant ainsi la charge d'aluminium et créant une situation dangereuse.
- Serrez correctement le raccord d'arbre : Un serrage excessif de la connexion filetée entre l'arbre et le rotor Si₃N₄ est une cause fréquente de rupture au niveau du pied de filetage. Suivez les spécifications de couple du fabricant (généralement entre 10 et 25 N·m selon la taille du filetage et la géométrie du rotor) et utilisez une clé dynamométrique plutôt que d'effectuer une estimation au toucher.
- Vérifiez l'alignement de l'arbre avant l'utilisation : Un arbre mal aligné transmet des moments de flexion au rotor pendant la rotation, ce qui, combiné aux charges thermiques et chimiques de la matière fondue, concentre les contraintes à l'interface arbre-rotor. Vérifiez la concentricité de l'arbre avec un indicateur à cadran avant la première utilisation et après tout entretien sur l'unité d'entraînement.
- Évitez tout contact avec les parois du four et les bords des poches : Former les opérateurs à abaisser l'unité de dégazage au centre de la masse fondue, loin des parois réfractaires. Le contact entre le rotor en rotation et une surface dure, même bref, peut ébrécher ou fissurer la céramique. Gardez un espace minimum de 50 mm entre le rotor et toute surface du four pendant le fonctionnement.
Évaluation du coût total de possession des rotors Si₃N₄
Le prix initial d’un rotor de dégazage en nitrure de silicium est généralement 3 à 6 fois plus élevé que celui d’un rotor en graphite comparable. Cet écart de prix d’achat conduit certaines opérations à utiliser par défaut le graphite sans procéder à une comparaison complète des coûts. Lorsque le coût total de possession (TCO) est calculé correctement (y compris la fréquence de remplacement, la main d'œuvre, les temps d'arrêt et l'impact sur la qualité de la fonte), le nitrure de silicium offre systématiquement un coût par tonne d'aluminium traité inférieur.
Prenons l’exemple d’une fonderie typique à grand volume traitant 200 tonnes d’aluminium par mois. Un rotor en graphite peut durer 3 à 4 semaines avant de devoir être remplacé, ce qui entraîne 12 à 16 changements de rotor par an, chacun nécessitant un temps d'arrêt du four et la main d'œuvre d'un technicien. Un rotor en nitrure de silicium dans la même application peut durer de 6 à 12 mois, réduisant les événements de remplacement à 1 à 2 par an. Sur une période de 12 mois, même si chaque rotor Si₃N₄ coûte cinq fois plus cher que le graphite, la réduction de la fréquence de remplacement, du coût de la main d'œuvre et des interruptions de production génère des économies nettes de 30 à 60 % selon les spécificités opérationnelles.
Il existe également une dimension de qualité de fusion dans le calcul des coûts. La dégradation du rotor en graphite introduit de fines particules de carbone dans la masse fondue si le rotor se détériore de manière inattendue. Ces inclusions peuvent provoquer des défauts de coulée qui entraînent la mise au rebut de pièces – un coût difficile à quantifier par rotor mais bien réel dans une production sensible à la qualité. Le caractère non réactif et sans perte du nitrure de silicium dans des conditions normales de fonctionnement élimine entièrement ce risque de contamination, qui a une valeur mesurable dans les systèmes qualité de l'aérospatiale et de l'automobile où les déchets liés à l'inclusion sont suivis et pénalisés.
Dépannage des problèmes courants liés aux rotors de dégazage en céramique
Même les rotors en nitrure de silicium bien entretenus rencontrent des problèmes. La reconnaissance précoce des symptômes des problèmes courants permet de prendre des mesures correctives avant qu'une panne complète du rotor ou qu'un lot de pièces moulées de qualité inférieure n'atteigne l'inspection.
Élimination insuffisante de l’hydrogène malgré des paramètres corrects
Si les mesures de l'indice de densité montrent des niveaux d'hydrogène supérieurs à la cible même lorsque la vitesse du rotor et le débit de gaz sont correctement réglés, les causes les plus courantes sont des ports de gaz partiellement obstrués sur le rotor et une fuite d'alimentation en gaz en amont du rotor. Retirez le rotor après refroidissement et inspectez les trous de dispersion pour détecter tout colmatage d'oxyde d'aluminium - un problème courant lorsque le rotor est laissé dans la masse fondue après que l'unité a cessé de tourner. Soufflez de l'air comprimé à travers le canal de gaz pour confirmer un écoulement non obstrué avant de réinstaller.
Érosion ou piqûres visibles du rotor
L'érosion de surface sur un rotor en nitrure de silicium est inhabituelle dans des conditions normales, mais peut se produire si le rotor est utilisé avec des mélanges de flux très agressifs à des concentrations dépassant les recommandations du fournisseur, ou si la masse fondue contient des niveaux élevés de métaux alcalins (sodium, calcium) provenant de déchets contaminés. Si une érosion est observée, réduisez la concentration du flux et examinez la qualité des déchets entrants. Une érosion importante qui modifie la géométrie du rotor affecte la répartition des bulles et doit être considérée comme une raison de remplacement, même si le rotor est par ailleurs intact.
Fracture du rotor pendant le fonctionnement
La rupture d'un rotor de dégazage de nitrure de silicium pendant le fonctionnement est un événement grave qui nécessite l'inspection de la masse fondue et éventuellement sa mise au rebut. Les causes les plus fréquentes sont les chocs thermiques dus à un préchauffage insuffisant, un raccord d'arbre trop serré, un arbre mal aligné et un impact contre les parois du four. L'enquête post-panne doit examiner tous ces facteurs avant la mise en service du rotor de remplacement. Examinez la surface de fracture : une fracture provenant du filetage de l'arbre indique un couple excessif ou une concentration de contraintes ; une fracture de la face de la turbine suggère un choc thermique ; une fracture au niveau du diamètre extérieur suggère des dommages par impact.
Produits chauds












Contactez-nous pour des devis et des prix !
Faites-nous savoir ce que vous souhaitez et nous vous contacterons dans les plus brefs délais !
Nous continuerons à développer et à produire des matériaux céramiques plus avancés pour l'industrie de transformation de l'aluminium.
Scannez le code QR mobile
Contact
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  Bâtiment n°11, parc industriel de fabrication intelligente de haute technologie de South Taihu, district de Wuxing, ville de Huzhou, Zhejiang, Chine
Bâtiment n°11, parc industriel de fabrication intelligente de haute technologie de South Taihu, district de Wuxing, ville de Huzhou, Zhejiang, Chine
Copyright© 2024 Zhejiang Shangguijuli Special Material Technology Co., Ltd. All Rights Reserved. Fournisseur de matériaux céramiques
